 English
English Español
Español Français
Français русский
русский عربى
عربىMooncake & Maamoul Lines: Keeping Seasonal Capacity Productive Year-Round
Content
- 1 The Real Cost of Seasonal Idleness
- 2 Why Mooncake and Maamoul Lines Are Well-Positioned for Multi-Product Use
- 3 Building a Year-Round Production Calendar
- 4 Mold Strategy: The Key Variable in Product Switching
- 5 Off-Season Maintenance as a Competitive Advantage
- 6 Forecasting and Inventory Planning Across Multiple Seasons
- 7 Line Configuration Choices That Support Flexibility
- 8 Expanding Into New Product Categories
- 9 Turning Seasonality Into a Scheduling Asset
Mooncake and maamoul share more than a similar production process—they share a structural business challenge. Both are deeply tied to specific cultural seasons: mooncake demand spikes around the Mid-Autumn Festival, while maamoul peaks at Eid and Easter. Outside those windows, a dedicated line can sit largely idle for months at a time. For manufacturers who have invested in automated equipment capable of producing thousands of pieces per hour, that idle time is expensive.
The good news is that the same technical characteristics that make mooncake and maamoul machines so effective during peak season also make them well-suited for year-round production—if the line is designed with that flexibility in mind from the start. This article explains how to build a production strategy that keeps the equipment earning revenue across all twelve months.
The Real Cost of Seasonal Idleness
Food and beverage factories, on average, operate at roughly 70% of their total capacity, with the remaining 30% generating cost without return. For manufacturers whose entire product line is tied to one or two seasonal windows, the gap can be far wider—a mooncake line that runs at full speed for six to eight weeks and then sits idle for most of the year is a significant capital inefficiency.
The costs accumulate in ways that aren't always visible on the surface. Equipment continues to depreciate whether it runs or not. Maintenance costs don't disappear during the off-season—in fact, recommissioning a line that has been idle for months often requires more time and expense than keeping it in continuous operation. Skilled operators may move on if there's no work for them, meaning retraining costs reappear every peak season.
There's also an opportunity cost dimension. A line that could be producing revenue-generating product twelve months a year is instead absorbing overhead. The strategic question isn't whether seasonal downtime is a problem—it's what to do about it.
Why Mooncake and Maamoul Lines Are Well-Positioned for Multi-Product Use
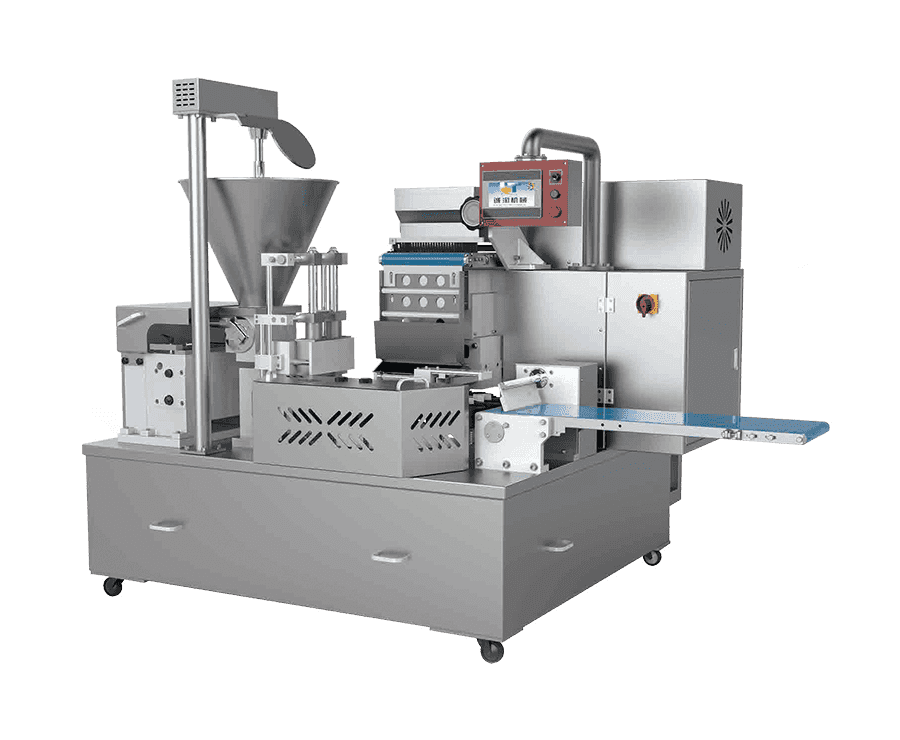
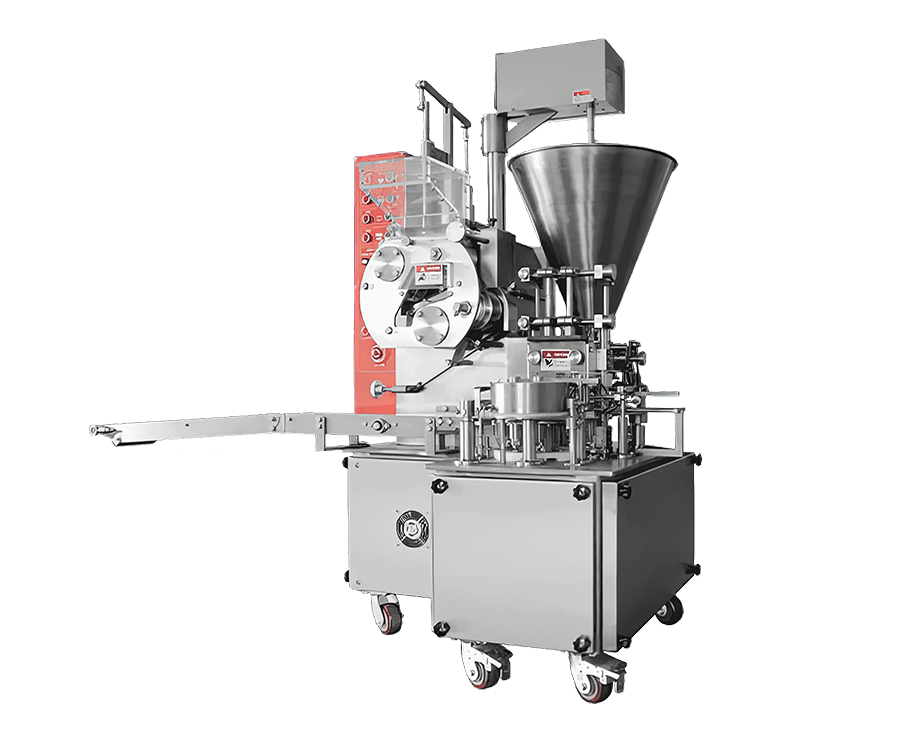
The core technology in mooncake and maamoul production—the encrusting and forming machine—is fundamentally a filled-product machine. It wraps a dough or pastry shell around a filling, presses it into a mold, and ejects a formed piece at high speed. The mold determines the shape and pattern; the filling parameters determine the weight ratio. Change the mold and adjust the settings, and the same machine produces an entirely different product.
A complete mooncake and maamoul production line typically consists of three main units: an automatic stuffing and encrusting machine, an automatic cake press or stamping machine, and an automatic tray-arranging machine. This is a highly capable system. With mold changes, the same line can produce pineapple cakes, date bars, cookies with soft fillings, protein balls, mochi, kubba, and a range of other stuffed pastry formats—all of which have year-round demand in their respective markets.
The encrusting machine at the core of these lines handles dough and filling combinations across a wide weight range—typically 15g to 250g per piece—giving manufacturers significant flexibility in product sizing. Servo motor control systems allow precise parameter adjustment without mechanical retooling. From a hardware standpoint, the equipment is already capable of much more than a single seasonal product. The limitation is usually the production planning framework, not the machine itself.
Building a Year-Round Production Calendar
Making a mooncake line work throughout the year requires mapping production against the full demand calendar, not just the peak seasons of the primary products. The starting point is identifying which product categories the equipment can support, and then overlaying the demand timing of each.
A practical structure for a year-round calendar might look like this: during January through March, the line produces date-filled maamoul and semolina-based cookies for Easter preparation and year-round retail. From April through July, the focus shifts to cookie formats, pineapple cakes, and soft-filled confectionery products that have consistent supermarket demand. August and September become the mooncake production peak—this is when the line runs at maximum capacity for the Mid-Autumn Festival. October through December circles back to maamoul for Eid seasons in markets that follow the Islamic calendar, while also covering Christmas confectionery in export markets.
The key insight in this kind of planning is that the equipment's peak periods for different products don't fully overlap—which is precisely what makes multi-product scheduling feasible. Mooncake season and the primary maamoul season occupy different months, and the off-peak periods of each can be filled with evergreen products that have steadier demand curves.
Mold Strategy: The Key Variable in Product Switching
In a mooncake and maamoul production line, the mold is the primary changeover variable. The encrusting machine is a general-purpose filled-product former; the mold defines what the product becomes. A well-managed mold inventory is the infrastructure behind a flexible production strategy.
Manufacturers running multi-product strategies typically maintain a library of mold sets organized by product family. Traditional mooncake molds produce the characteristic embossed top surface patterns—floral, geometric, or character designs—while maamoul molds create the decorative indentations specific to that form. Cookie molds, pineapple cake molds, and open-top tart molds can all be used on the same base machine.
The changeover process—swapping mold sets, adjusting filling ratios, and re-entering parameters via the touchscreen control system—should be treated as a formal changeover event with a documented time target. For lines running multiple SKUs across the year, reducing changeover time directly increases available production hours. The industry benchmark for high-SKU bakery operations is a changeover of under 15 minutes for mold and parameter changes. Lines that consistently exceed this threshold benefit from process analysis and standardized changeover procedures before adding more product variety.
Off-Season Maintenance as a Competitive Advantage
One of the most practical benefits of continuous operation—or near-continuous operation—is that maintenance is easier to sustain on a running line than on one that sits idle and then gets restarted under pressure just before peak season. When the line is active, operators notice wear, unusual sounds, and minor performance drops in real time. Problems get addressed before they become failures.
For manufacturers who do have genuine off-season windows between product campaigns, those periods should be treated as planned maintenance opportunities rather than forced downtime. Deep cleaning, component inspection, sensor calibration, and firmware updates are best done in a structured off-season window rather than reactively during peak production. Lines that go into the mooncake season fully serviced—with worn parts replaced and all parameters verified—achieve better consistency and fewer stoppages at the moment when production pressure is highest.
Seasonal maintenance schedules should be built backward from the peak production start date, with enough lead time to address any issues discovered during the maintenance period. A common failure mode for seasonal food lines is discovering a significant mechanical problem two weeks before peak production begins, when there's neither time nor budget to address it properly.
Forecasting and Inventory Planning Across Multiple Seasons
Multi-product production on a single line introduces scheduling complexity that simple seasonal operations don't face. When the line serves multiple product families across multiple demand peaks, inventory planning and production scheduling need to account for the interaction between campaigns—raw material lead times, packaging inventory, and finished goods storage all need to be coordinated across a longer planning horizon.
The foundational tool is a rolling 12-month production plan that maps each product campaign against its market demand window, with buffer time built in for changeovers, maintenance, and unexpected demand shifts. Historical sales data by product and season is the primary input; for new markets or new products, conservative estimates should include a 15–25% capacity buffer to absorb demand variability without compromising delivery commitments.
For manufacturers supplying multiple regional markets—Chinese communities for Mid-Autumn, Middle Eastern markets for Eid, and Western markets for Easter and Christmas—the complexity increases further, but so does the opportunity. Staggered demand peaks across geographies can result in a production calendar that is fuller and more balanced than any single market alone would support. Explore Chengtao's range of bakery food production solutions configured for multi-product and multi-market operations.
Line Configuration Choices That Support Flexibility
Not all mooncake and maamoul line configurations are equally suited to multi-product use. Several design choices at the equipment selection stage have significant implications for how well the line can flex across products and seasons.
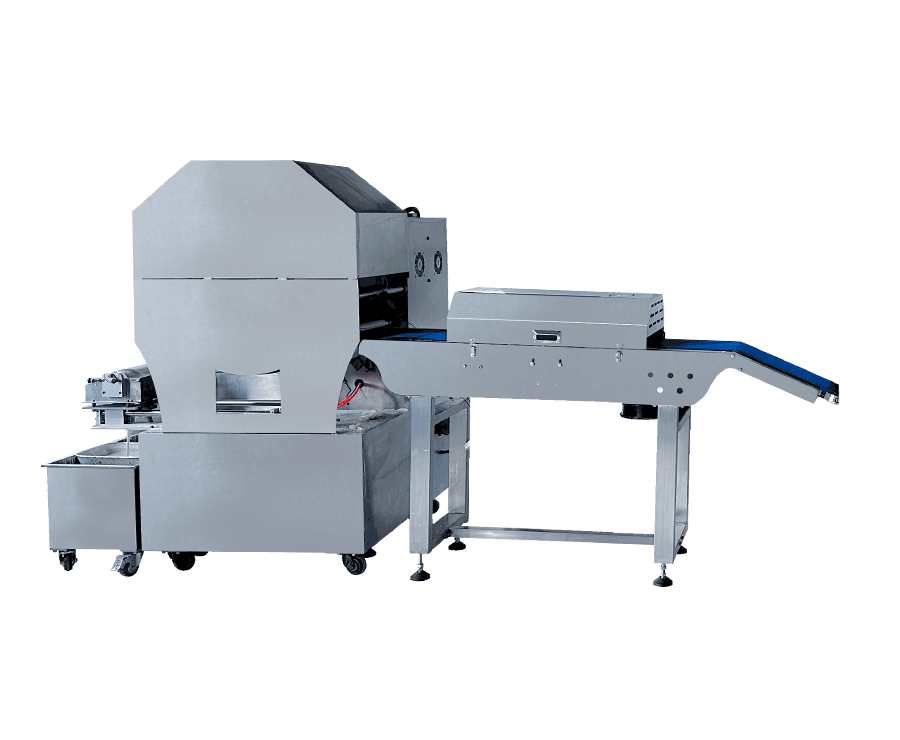
Modular line structure allows individual stations to be updated, added, or temporarily removed without reconfiguring the entire line. A line built from modular units—encrusting machine, stamping station, tray arranger, and packaging integration as separable blocks—can be partially reconfigured for products that don't need every station. A date bar, for instance, may not require a stamping step, allowing that station to be bypassed and the overall cycle time to be shortened.
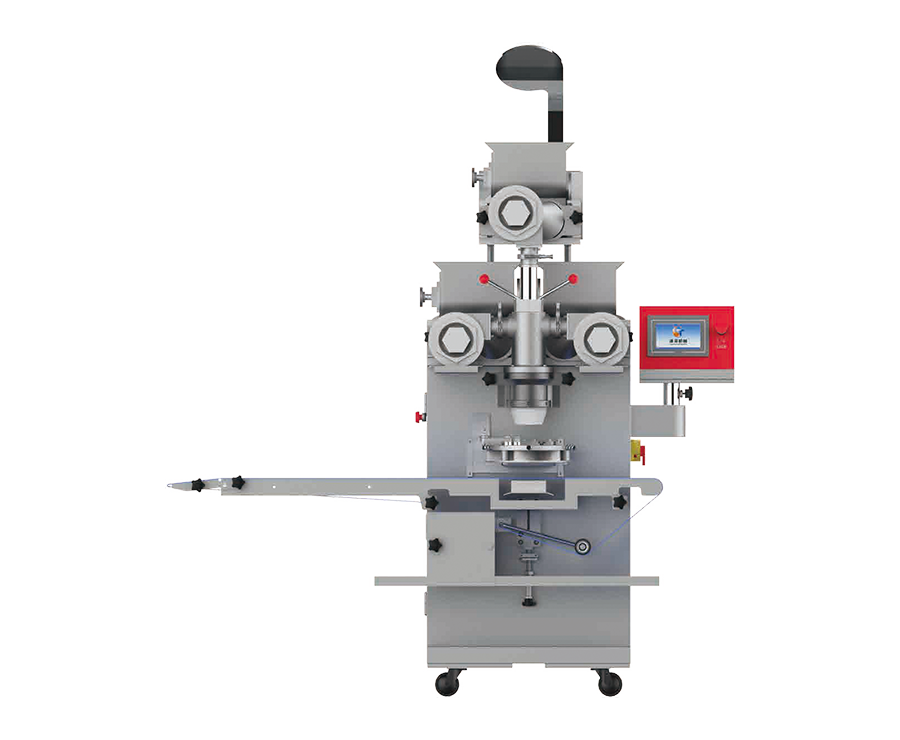
Touchscreen parameter control with saved recipe profiles dramatically reduces the operator effort required to switch between products. Lines where parameters are stored digitally and can be recalled by product code eliminate the risk of settings errors during changeover and reduce the time required to return to qualified production after a switch.
Hygienic design matters more when switching between product families than when running a single product continuously. Lines that move between nut-filled maamoul and plain cookie formats, for example, require thorough cleaning to manage allergen risk. Equipment with smooth, accessible surfaces, minimal dead zones, and tool-free disassembly of product-contact parts supports faster and more thorough cleaning between campaigns. See how the automatic mooncake/maamoul cookie production line is configured for this kind of flexibility.
Expanding Into New Product Categories
For manufacturers who have already optimized their mooncake and maamoul campaigns and are looking for additional ways to utilize the line, the encrusting machine opens a range of adjacent product opportunities that share the same forming principle but serve entirely different markets.
Mochi and daifuku—Japanese-style rice cake confections with sweet or savory fillings—use the same encrusting process with different dough materials and can command significant premium pricing in health food and specialty retail channels. Protein balls and energy balls are growing fast-moving consumer goods categories in Western markets, and the encrusting machine handles them effectively with appropriate tooling. Arancini and kubba—savory stuffed rice or meat products—extend the same platform into meal components and food service formats.
Each of these extensions requires recipe development, mold investment, and market validation before it belongs in a production calendar. But the capital investment in the core line is already made; the marginal cost of adding a new product family is primarily the mold set, the recipe development time, and the market development effort. This is a fundamentally different economics than purchasing a dedicated machine for each product category. Browse the full range of forming machine solutions to understand the product breadth the encrusting platform supports, or explore food production solutions by category for integrated line configurations.
Turning Seasonality Into a Scheduling Asset
The manufacturers who extract the most value from mooncake and maamoul lines are those who treat the equipment's multi-product capability as a deliberate business strategy rather than a contingency option. They design the line for flexibility from the start, invest in mold inventory, document changeover procedures, and build production calendars that serve multiple markets across the full year.
The equipment is ready. The question is whether the production planning, the market relationships, and the organizational systems are in place to use it. For most manufacturers, the answer involves more opportunity than constraint—the line can produce far more types of product than it currently does, and the demand exists in markets that are actively looking for reliable supply. Closing that gap is a planning and commercial challenge, not a technical one.


Related Products
Copyright © Shanghai Chengtao Machinery Co., Ltd. All rights reserved.  Food Machinery Manufacturers
Food Machinery Manufacturers
Contact Us